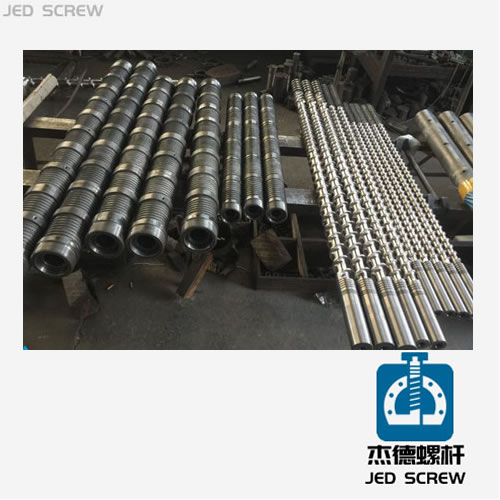
 Extruder screw barrel manufacturer, twin screw barrel, single screw barrel.
Extruder screw barrel manufacturer, twin screw barrel, single screw barrel.



The main components of exhaust rubber extruder screw are hard gear reducer and frequency conversion motor. When it is necessary to process different rubber semi-products, different speed can be changed and the speed can be adjusted by frequency converter to meet the requirements of production technology.
In order to ensure the continuous and reliable extrusion of silicone rubber, a forced feeding device which rotates synchronously with the screw is specially designed. When the screw rotates, the tail gear part drives the drive shaft of the forced feeding device to rotate. Feeding drive shaft is installed on both sides of the needle roller bearing and thrust bearing, feeding roller in the middle. The feeding roller is in a tangential position with the screw. The feeding roller and the screw rotate towards each other to realize the stable and reliable feeding of rubber strip. Adjust the position of the two inner hexagon screws below the feeding roller to keep the PTFE scraper in good contact with the feeding roller to prevent glue leakage.
Exhaust type rubber extruder screw material is 38CrMoAIA, nitriding treatment, with enough strength and steel, thread surface has good wear resistance, corrosion resistance.
The barrel of exhaust rubber extruder is arranged on the reducer with hard tooth surface. Steam or cooling water enters the spiral trough of the barrel from the lower part of the barrel, flows through the whole surface of the barrel, and is discharged from the upper part of the barrel, which can achieve good and sufficient heating or cooling effect.
There is cooling water inlet and outlet at the lower side of hard tooth surface reducer, and the inlet and outlet can be connected arbitrarily. Screw cooling water achieves cooling effect through the rotary joint one in one out connection.

WhatsApp
Scan the QR Code to start a WhatsApp chat with us.