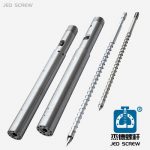
 Extruder screw barrel manufacturer, twin screw barrel, single screw barrel.
Extruder screw barrel manufacturer, twin screw barrel, single screw barrel.








Screw segment description
Generally speaking, the screw of injection molding machine can be divided into feeding section, compression section and homogenization section (also known as metering section). (Note: the ratio of three sections of different screws is different, the screw groove depth is different, and the transition form of screw bottom diameter is different)

(1) Description of feeding section: the depth of screw groove in this section is fixed, and its function is to be responsible for preheating, plastic solid transportation and extrusion. It must be ensured that the plastic begins to melt at the end of the feed section.
(2) Description of compression section: this section is the depth of the spiral groove of the tapered screw, and its functions are melting, mixing, shear compression and pressurized exhaust of plastic raw materials. The plastic will be completely dissolved in this section and the volume will be reduced. The design of compression ratio is very important.
(3) Description of homogenization section: this section is the fixed depth of screw groove. Its main functions are mixing, glue conveying and metering. It must also provide sufficient pressure to maintain the uniform temperature of glue and stabilize the flow of molten plastic.
Screw parameter description
D – screw diameter (multipurpose) Φ The screw diameter directly affects the plasticizing capacity and the theoretical injection volume.
L / D – length diameter ratio of screw, l is the effective length of screw thread. On the premise of a certain screw diameter, the larger the length diameter ratio of the screw, the longer the screw length, which directly affects the thermal process of materials in the screw and the ability to absorb energy; If the L / D is too small, it will directly affect the melting effect and melt quality of the material; If the L / D is too large, the transmission torque increases and the energy consumption increases.
L1 – length of feeding section. The length of L1 shall ensure sufficient conveying space for the material, because too short L1 will lead to premature melting of the material, which is difficult to ensure the conveying conditions of stable pressure and the plasticizing quality and capacity of each section after the screw.
H 1 – depth of screw groove in feeding section. If H1 is deep, it will contain more materials, which improves the feeding capacity and plasticizing capacity, but will affect the plasticizing effect of materials and the shear strength of screw root. Generally, H1 ≈ (0.12 ~ 0.16) d
L3 – length of melting section. L3 length is helpful to the fluctuation of melt in the screw groove and stabilize the pressure, so that the material is discharged from the screw head in a uniform amount. Generally, L3 = (4 ~ 5) d.
H 3 – the depth of the screw groove in the metering section, H 3 is small and the screw groove is shallow, which improves the plasticization effect of the plastic melt and is conducive to the homogenization of the melt. However, too small h 3 will lead to too high shear rate and too large shear heat, which will cause the degradation of molecular chain and affect the quality of the melt; If H3 is too large, the backflow generated by the screw back pressure will increase during pre molding, which will reduce the plasticizing capacity.
S – pitch, which affects the helix angle and thus the conveying efficiency of the screw groove, generally s ≈ D
ε— Compression ratio, ε= H1 / H3, that is, the ratio of the screw groove depth H1 in the feeding section to the screw groove depth H3 in the melting section. ε Large, will enhance the shear effect, but will weaken the plasticizing ability

WhatsApp
Scan the QR Code to start a WhatsApp chat with us.